|
���o�e�N�m���W�[�I�����C���A�ځ@�h����HDD/SSD�͂Ȃ���ꂽ�H�h |
|
HDD��(1).�����͋C���}��/�w�b�h��I�ށA�G�͂�����Ƃ����
|
|
�yHDD��Q�����V���[�Y�P�F�����͋C�ɂ��̏�z
�ߔN�A�������K�X�ɂ�� HDD�s�ǂ�������X����������B�̏Ⴕ��HDD�̒�����HDD���[�J�[��ŏI���i�̃��[�J�[�A���͉�ЂɈ˗�����ƁA�w�b�h�̌̏�E�U���Ռ��ɂ��̏�ȂǁA�ʂ̌����������P�[�X�����Ȃ��Ȃ��悤���B����͉�X�������˗�����HDD�̌̏ጴ���̒��ŁA�������K�X�������ƂȂ������̂ɂ��ĉ������B�@��X���������A���K�X���������Ƌ@��Ƃ��ẮA�����ݔ��̃R���g���[���A�p�\�R���A���R�[�_�[�A�o�n�r�[���ȂǑ���ɂ킽���Ă���B
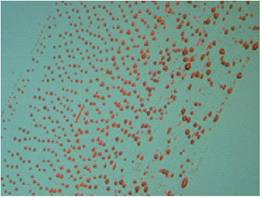
���������K�X�ɂ��s�ǔ����ӏ�
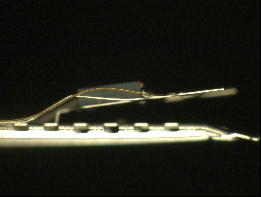
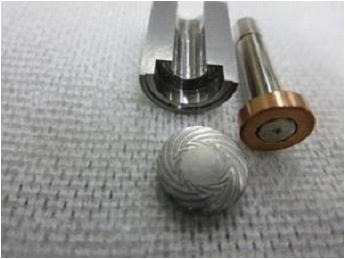
�@�������K�X�ɂ���Ĕ��������s��Ƃ��ẮA��[�q�̕��H�i�ʐ^1�A�}�P�j�A�}�̏����܂̗i�}2�j�A�}�̎������̕��H��w�b�h�̓ǂݏo��/�������ݗp�̎����w�̕��H�i�}3�j�Ȃǂ�����B
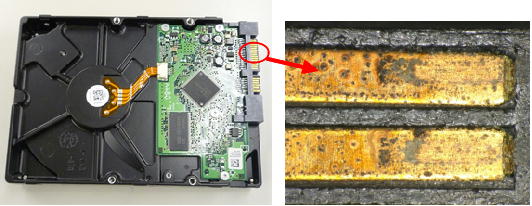
�ʐ^1�@���H������[�q
�}1�@���w���͑��u�ɂ���[�q�̐����������������
�{�������Ȃ�S�i�����j�̐��������o���Ă���B
�}2�@�}�̏����ܗɂ�閌���̌���
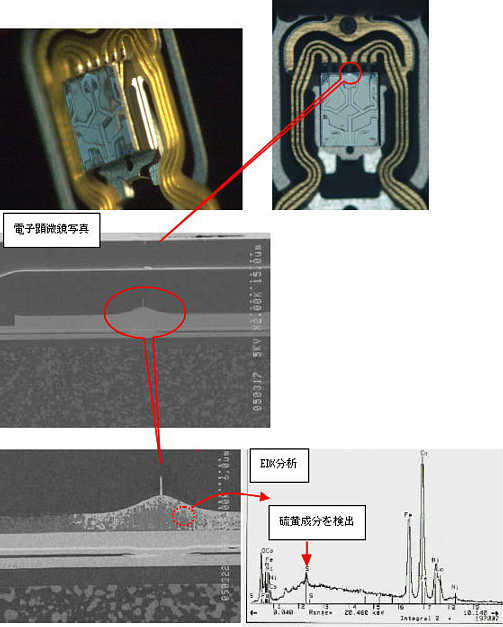
�}3�@�w�b�h�̎����w�̕��H
���ۂƂ��Ă͉ғ����Ԃ��A1�`2�N�ȓ��Ɍ̏Ⴊ��������Ⴊ�������ɂ͐��J���Ō̏�Ɏ�����̂�����B��[�q�̕��H��HDD�ւ̒ʓd���s�ʂƂȂ�A�}�̏����ܗ̓w�b�h�̕���ʂ��s����ƂȂ�}�̕\�ʂɃL�Y�t����A�w�b�h�������̕��H�͐��\�ቺ�ɂȂ���Error����������B�@�e�X�̏�Q��HDD�͍ċN���ŃX�s���h�����[�^�[����]���n�߂Ă��w�b�h�͔}�̏���F�������̏�Ɏ���Ⴊ�����B
���������K�X�̎��
�@�ł͊������K�X�ɂ͂ǂ̂悤�Ȏ�ނ�����A�ǂ����甭�����A�ǂ̂悤�Ȉ���������̂��B�ȉ��ɉ�X������܂ő����������������ɂ��ďЉ��B
�y�V���L�T���z
�@��➑̂̐U���Ռ��̊ɏՍނƂ���➑̂ɃV���R���S�������g�p����Ⴊ�����A�V���R���S����HDD�̎��t���ʂɎg�p�����������B�������A�V���R���S���̐����ߒ��ō����x�ɂ��Ă��o�����s�\���ł���ƁA�@��g�p����HDD����ы@��̎��Ȕ��M�ɂ��V���R���S������V���L�T���K�X���������邱�Ƃ�����B�@
HDD�͔}�̂������ɖ�����Ă���悤�Ɍ����邪�A���͊O���ƂȂ����C�������݂���B���̂��߁A�ғ��ɂ�鉷�x�㏸�ɂ��HDD�����̋C�̂��c������C����ʂ��ĊO���֔r�o�����B�ғ����~����Ɖ��x�����X�ɒቺ���邱�ƂŁAHDD�����֊O�C����荞�܂��B���̍ہA�O�C�ɃV���L�T���K�X�iSi���܂ށj���܂�C������ƁA�����HDD���ɋz�����ށB
�z�����܂ꂽ�V���L�T���K�X(Si���܂�)�́A�w�b�h�Ɣ}�̂̐����̖��C�M�ɂ��A�_�f�Ɖ��w�������A���ʂƂ���SiO2�̌Ō`������������B���ꂪ�}�̕\�ʂ������Ă��܂����Ƃ͈�ʓI�ɐ̂���m���Ă���B
SiO2�̌Ō`���́A�w�b�h�Ɣ}�̂ɕt�����w�b�h�̃V�[�N�Ɣ}�̂̉�]�ɂ�莥���w�ɂЂ���������t���A�L�^�w�Ƀ_���[�W��^���f�[�^�������Ă��܂��B���̑��A�w�b�h�̃��[�h/���C�g�p�̎����w�����t���A�ǂݏ������s�\�ɂȂ�P�[�X������B
�y�����n�K�X�z
�����n�K�X�́A�����Ԃ̔r�C�K�X�A����ޗ��E�ɏՍށi�i�{�[���Ȃǁj�A�d�q���i���甭�����邱�Ƃ�����A�����HDD�ғ������邢�͒�~����HDD���ɋz�����ށBHDD���ɋz�����܂ꂽ�����n�K�X�́A�����̕��H�����ƂȂ�A�}�̂̎����w�H������B
�}�̂�DLC�i�_�C�A�����h���C�N�J�[�{���j�ی�w�A�����w�i���u���J���g�j�̃s���z�[����������A�}�̂̎����w�֓��荞�ݕ��H�����Ă��܂��B
�܂��A�w�b�h�̓ǂݍ���/�������ݗp�̑f�q��DLC�ی�w���}�̂ƃw�b�h�̐����ɂ��ڐG�Ŗ��Ղ��A�����Ƃ��ĘI�o����ƁA���̕����H�����Ă��܂��B
�y�L�@�n�܁i�A���R�[��/�g���G���ށj�z
�L�@�n�g�p�̐��@�A�I�C�������̒E���̗L�@�n�܁A�R���n�i�K�\�����X�^���h�j�̊��������AHDD���|���Ɏg�p����A���R�[���ނȂǂ����������K�X��HDD�̑�G�ł���B
������HDD�ғ����܂��͒�~����HDD���ɋz�����ނƁA���ꂪ�}�̂̏����܂̃I�C�������������B
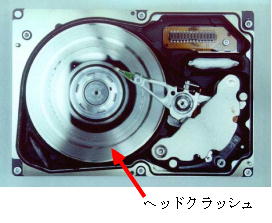
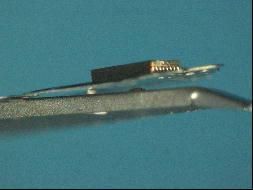
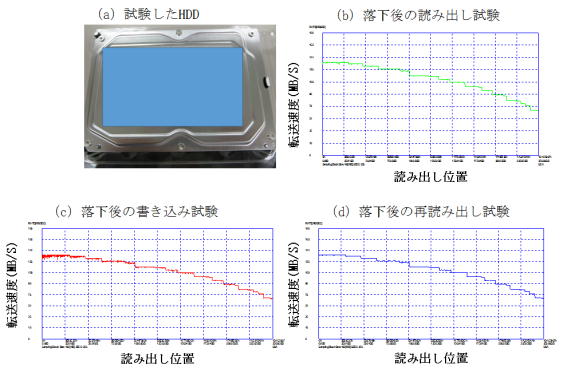
�ŋ߂�HDD�}�̂̏����܂̌��݂�15�`20����x�ł���B�����Ԃł̓w�b�h���}�̂ɐڐG���Ă���肪�Ȃ����A�����܂̌��݂������i50%�j�ȉ��Ɍ���ƁA�w�b�h�Ɣ}�̂̐����������������A�w�b�h���X���[�Y�ɔ}�̏��ł��Ȃ��Ȃ�B���ʂƂ��ēǂݍ���/�������݃G���[����������悤�ɂȂ�B����ɁA�����܂̌����������ƃw�b�h�X���C�_�[�Ɣ}�̂̐ڐG��R���傫���Ȃ�Ȃ�A�}�̂̋����������~����ɏ����c��N���b�V�� �i�ʐ^2�j�Ɏ���B
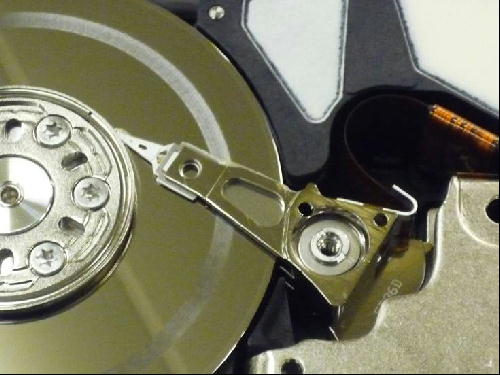
�ʐ^2�@�w�b�h�N���b�V���̏��
����L���e�́A���܂Ōo���������Ђ̒������ʂ̌����ł���AHDD�x���_�[�⒲���@�ւ̏��ƈقȂ�ꍇ������܂��B
����
�@��L�̂悤�Ȗ����������邽�߂̕���́A���炩�ł���B�܂��AHDD���ڐ��i�Ɏg�p���镔�ނ̉��w�������s���B��̓I�ɂ́A�ɏՍނ̍ޗ��Ƃ��āA�V���R���K�X�A�����n�K�X���܂܂�Ă��Ȃ����ނ��g�p����B
�@����ɁAHDD���ڐ��i�̎g�p�ݔ��̃K�X���͒��������{����B�����Ԃ̔r�C�K�X��HDD���ڐ��i�̎g�p�ݔ��ɗ������Ă��Ȃ����A���p�̗L�@�n�܂���C���ɔ�U���Ă��Ȃ����Ȃǂ��m�F����B�����āAHDD���ڋ@����Ȃ�ׂ��A�V�N�ȋ�C�̎�������߂��ɐݒu����K�v������B����ŁA�ݔ��̃K�X�r�C���̋߂��ɐݒu���Ȃ��悤�ɂ��ׂ��ł���B
�w�������@�x
HDD
������鉻�w��������肷�邽�߂ɂ́A�l�X�ȕ��@������B�ȉ��ł͂�����Љ��B
�܂��AHDD�����ɓ��荞�������K�X��������@�B�N���[�����[������HDD�̃g�b�v�J�o�[���J���A�K�X�z���ނ�HDD���ɑ������g�b�v�J�o�[����āAHDD�����M����B����ƁA�����K�X���K�X�z���܂ɋz�������B�����K�X����荞�K�X�z���܂����w���͑��u�iGC-MS�j�ŕ��͂��邱�ƂŊ������K�X�����o����B�i�}A-1�A�}A-2�j
HDD
�̎g�p���̉����x�ׂ邽�߂ɂ͎��̂悤�Ȏ�@������B
HDD�̋z�C�����V�[�����A�N���[���Ȗ��܂ɓ���AHDD�����M����B����ƁAHDD�̊O���ނȂǂ���A�E�g�K�X����������̂ŁA���̐����ׂ�B
|
|
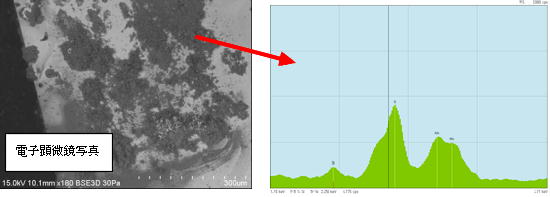
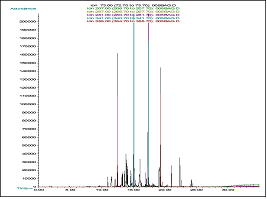
�}A-1
���w���͑��u�Ŏ����ꂽ�L�@�n�܂̍��� |
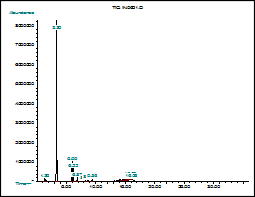
�}A-2
���w���͑��u�ŕ\�����ꂽ�V���L�T���K�X |
HDD
�����̕��i�̉����ׂ���@�Ƃ��ẮA���i�i�}�́E�w�b�h�L�����b�W�Ȃǁj�������Ő�A������w���͑��u�i�C�I���N���}�g�O���t�j�ŕ��͂���B
���̑��A�����K�X�ɂ��HDD�̔}�̏����ނ̖������ǂ̒��x�������Ă��邩��������ɂ́A�G�b�N�X�����d�q�������́i�ʁ|ESCA�j�ɂ�鑪����@������B
�G�b�N�X�����d�q�������͂ɂ��}�̏����ނ̌��f�̎�ނƗʂƉ��w������Ԃ͂������ނ̖����𑪒肷��B
| HDD��(2).���i�̉��H���x���g���u���ɁA���Ȃ�G�ɂ����ӂ��K�v |
|
�yHDD��Q�����V���[�Y�Q�F�@�N���s�Ǐ�Q�@�z
HDD���ڂ̃p�\�R��/�����@�A���R�[�_�[�APOS�[���A�R���g���[���[�A�T�[�o�[�Ȃǂ̃V�X�e�����i���~������Q�x�ƋN�����Ȃ��Ȃ����B����Ȍ̏�̒������˗������P�[�X���ŋߑ����Ă���B�N���͂�����̂́A�G���[���������A�N���s�ǂ��N�����P�[�X������B����͂���Ȏ���ɂ��ďЉ�悤�B
��HDD�̏��
�����̌��ʌ����Ă����̂́A��5000���Ԉȏ�ғ����Ă���HDD���A�ێ烁���e�i���X���E��d�����Ȃǂɂ��HDD��~��A���邢�̓G���[�����ɂ���čĉғ���������A�N���s�ǂ��������A2�x�ƋN�����Ȃ��Ƃ�����肾�B2011�N3��11���ɔ������������{�̑�k�Ђ̌�AHDD�N���s�ǂ��������Ƃ���������BSerialATA�EParallelATA�ESAS�iSerial Attached SCSI�j�̊eHDD�ɋ��ʂ��Ă݂��錻�ۂŁA���@���HDD�ɔ������Ă���A�S�e�ʑсi160G�`��T�o�C�g�j�œ��l�̌X����������B
��HDD����
�N���s�ǂ�HDD������ƁA�i�P�j�w�b�h�j���i�ʐ^1�A�ʐ^2�j�A�i�Q�j�w�b�h���}�̂ɋz���i�ʐ^3�A�ʐ^4�j�A�i�R�j�w�b�h�N���b�V���i�ʐ^5�A�ʐ^6�j�A�i�S�j�}�̕\�ʂւ̖����̃w�b�h�̑ō��L�Y�i�ʐ^7�A�ʐ^8�j�Ȃǂ��ώ@����A���l�ȉ��������Ă��邱�Ƃ��������B

|

|
| �ʐ^�P �w�b�h�j�� |
�ʐ^�Q �w�b�h�j�� |

|

|
| �ʐ^�R �w�b�h�z��(�O����) |
�ʐ^�S �w�b�h�z��(������) |
|

|
| �ʐ^�T �w�b�h�N���b�V�� |
�ʐ^�U �w�b�h�N���b�V�� |
|
| �ʐ^7(��) �}�̖ʃw�b�h�ō� |
�ʐ^8(�E) �}�̖ʃw�b�h�ō� |
���w�b�h�z�����
�w�b�h�z���̌����Ƃ��āA�w�b�h�L�����b�W�̃x�A�����O�̃{�[���̎��͂ɃO���[�X���Œ����A�w�b�h���A�����[�h�i�}�̂���ޔ��G���A�Ɉړ����邱�Ɓj�ł����ɔ}�̏�Ńw�b�h����~����Ɛ�������邱�Ƃ������B����́A�w�b�h��������̊p�x�͈͓̔��ŃV�[�N���ғ����Ă��邽�߁A�V�[�N�͈͊O�̃{�[���x�A�����O���e�ɃO���[�X���W�߂���ƂȂ��ĉғ���~���ɃA�����[�h�ł��Ȃ��Ȃ��Ȃ�A�w�b�h���}�̏�ɒ�~���z������Ƃ��������ł���B
�{���ɂ����Ȃ̂��B�����Ő��@��̃w�b�h�z�����N������HDD�����ꂼ�ꕡ����p�ӂ��A�L�����b�W�x�A�����O�����Ă݂��B�������A�x�A�����O�̊O�ւƓ��ւ̋O���ʂɃO���[�X�̉�͌����邱�Ƃ͂ł��Ȃ������B�i�ʐ^9�A�ʐ^10�A�ʐ^11�j

|

|
|
| �ʐ^�X �x�A�����O�̊O�� |
�ʐ^�P�O ���O���� |
�ʐ^�P�P �O�O���� |
�����ŁA�̏Ⴕ��HDD�̃g�b�v�J�o�[�����O���A�w�b�h�L�����b�W��}�̂̊O�����ֈړ������Ă݂��B�����VCM�}�O�l�b�g�̎��͂ɂ�胉���v�i�ޔ�̈�j�ɋ����I�ɃA�����[�h������ꂽ�B
����́A�O���[�X�̌Œ��ɂ��A�����[�h�s�ǂł͂Ȃ��������Ƃ���������B
�O���[�X�̌Œ��ȊO�ɁA�w�b�h�������v�ɖ߂肫�炸�A�}�̏�Ńw�b�h�������Ȃ��Ȃ錴���ׂĂ݂��B�̏Ⴕ��
HDD�Ɠ��@��A�����b�g�A�������ꏊ��
HDD���N���[�����[�����ŃX�P���g��
HDD�Ƃ��đg�ݒ�������A��d�����ƍċN�����������{���A�}�̂̉�]�o�́A�L�����b�W�̋N���o�́A
VCM�̏o�́A�w�b�h�̏o�͂̊e�o�͐M���ׂ��B
�w�����Ă�������̏�Ԃł́A�N�������Ńw�b�h�L�����b�W�������v�ɖ߂�����A�}�̂̉�]�o�͂��~�܂����B����͐���ȓ���ł���B�i�}1
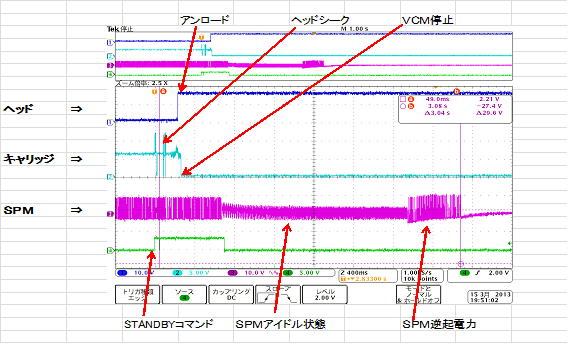
�}�P�@�e�M���̃^�C�~���O
������HDD�ɑ��Ē����Ԃ̉����ϋv�����������{�����B��8000���Ԉȏ�A���ғ�������HDD���N����~�������Ƃ���A�w�b�h�ό`�i�ʐ^12�A�ʐ^13�j�����������B���̌�A2�x�ƋN�������A�ċN�������x���J��Ԃ��ƃw�b�h���j��i�ʐ^16�j���A�}�̖ʏ�Ƀw�b�h�ō��L�Y�i�ʐ^17�j���c�����B

|
|
| �ʐ^12 �w�b�h�ό` |
�ʐ^13 �w�b�h�ό` |

|
|
| �ʐ^14 �w�b�h�ό`�i |
�ʐ^15 �w�b�h����i |

|
|
| �ʐ^16 �w�b�h�j�� |
�ʐ^17 �}�̃L�Y |
�����ϋv�������ɂ���Č����Ă����̂��A���̂悤�Ȍ��ۂ��BHDD���ނɂ��Ƃ��Ƃ��������H�Ђ��݂ɂ��A�X�̕��ނɂ͔����ȕό`����������B�A�����[�h���Ƀ����v��Ńw�b�h����~���Ă��鎞�Ԃ͉��͂��J������邽�߁A�w�b�h�͕ό`���A�ғ����Ԃ����т�ƂƂ��ɕό`���傫���Ȃ��Ă����B
�傫���ό`�����w�b�h�́A�ċN�����ɕs����ȏ�Ԃœ��삷��B�ꏊ�ɂ���Ă̓w�b�h���}�̂̒[�ʂɏՓ˂��A����ɕό`���Ĕ}�̏�փ��[�h�����B�����܂ŕό`�����w�b�h�́A����ȕ���p����ۂĂ��A�}�̂ɃL�Y��t���Ȃ���A�}�̂̉�]�ɑ��ău���[�L�����ʂ�����]���~�߂Ă��܂��B���邢�͔}�̂ɏՓ˂��J��Ԃ��A�w�b�h���j�ꂽ��ԂŁi�ʐ^14�j�����v�ɖ߂�B
�w�b�h��2�{�ȏ�L����HDD�́A�w�b�h�ɂ��u���[�L���ʂ��傫���A�}�̂ɋz������ꍇ�������i�ʐ^3�A4�j�B�w�b�h���P�{�̏ꍇ�̓A�����[�h���Ƀ����v�܂Ŗ߂邪�A���̉ߒ��Ńw�b�h���j���ꍇ�������悤���B
���Ό������Y���g���Ĕ}�̂��ώ@
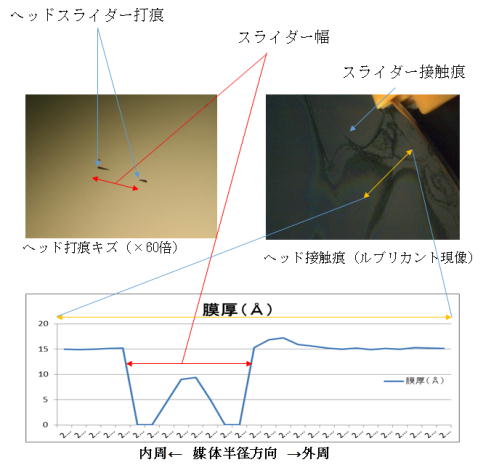
�O���㖾�炩�Ȕj���L�Y���Ȃ��Ă��A�N���s�ǂ��N�����P�[�X������B���������ꍇ�ɕK�v�ƂȂ�̂��A�}�̂̏ڍׂȊώ@�ł���B�}�̎��C�L�^�ʂ̋����\�ʊώ@�ɍœK�ȕ��@�Ƃ��ẮA�܂��Ό������Y�ɂ�錰�����ώ@������B
�@�}�̂̎������\�ʂ́A���ʏ�ԂƂȂ��Ă�������̌������˂��邽�߁A�Ό������Y��ʂ��Ĕ��ˌ����J�b�g���A�s�K���ȗ����ˌ�����������ʂ��Ċώ@����B�i�ʐ^18�j�i�ʐ^19�j
|

|
| �ʐ^18 �}�̖ʃw�b�h�X�N���b�`��(120�{) |
�ʐ^19 �w�b�h�z����(120�{) |
����ɂ��A�}�̖ʂ̃w�b�h�ɂ������~���L�Y�E�ō��L�Y�Ȃǂׂ邱�Ƃ��\�ƂȂ�B
���O�ό����ňُ킪�Ȃ��ꍇ�ł��N���s�ǂ�����
�w�b�h�ɂ��ڂɌ����Ȃ��_���[�W�����}�̕\�ʂ́A���w�������ł͌������ł��Ȃ��\��������B�����w�i���u���J���g�j�ƕی�w�i
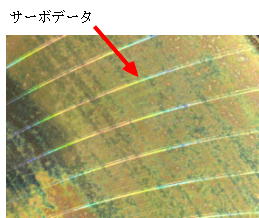
DLC�j�͓����ȕی얌�Ȃ̂Ō������߂��邽�߂��B���������ꍇ�ɂ́A�����w�̕\�ʁi�}2�j���������鎥�C�����i�ʐ^
20�A21�j��A�����܂̕\�ʂ��������郋�u���J���g�����Ȃǂ����p�ł���B���ꂼ����w���{���������ł͌��邱�Ƃ��ł��Ȃ������w�̎��C�\�ʁA���u���J���g�\�ʂ̃w�b�h�������i�ʐ^
22�A23)���ώ@�ł���B
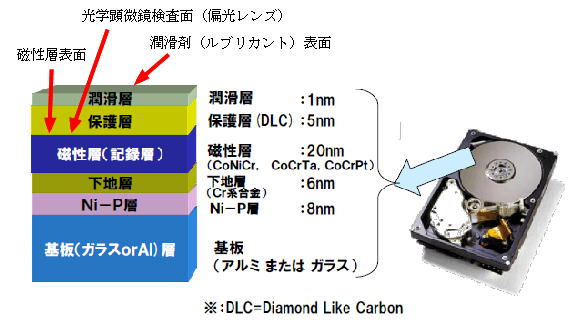
�}�Q�@�����w�̕\��
|
|
| �ʐ^20 ���C����(25�{) |
�ʐ^19 �ʐ^21 ���C����(100�{) |

|

|
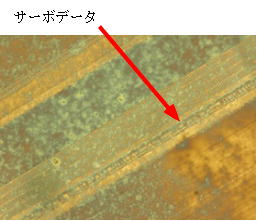
| �ʐ^22 ���u���J���g����(�}�̊O����) |
�ʐ^23 ���u���J���g����(�}�̓�����) |
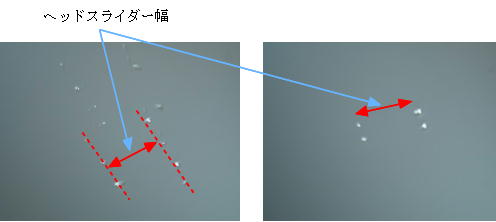
�����w�̊ώ@�ŕ��������̂́A�}�̂�HDD�������̃G���A�ɃL�Y���t���ƁA�N���s�ǂƂȂ�P�[�X���������Ƃ��B
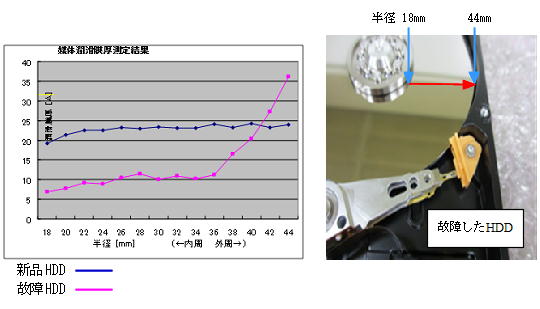
���u���J���g�����̑��肩��́A�����̃o���c�L�ɂ���Đ��\�ቺ���N�����\�������������B�ʐ^22���ɂƂ�ƁA�~����̃w�b�h�������̓Q�i�킾���j�ɂ�閌�������Ɛ��オ�肪����B���̖����𑪒肵�Ă݂�Ɛ}3�̂悤�ɂȂ��Ă���B���̉��ʂ�Read�^Write�̐��\�ቺ�������N�������Ƃ�����B�����Ńw�b�h/�}�̂ɊO����ُ̈킪�����Ȃ��ꍇ�͂��̗Ⴊ�����悤���B
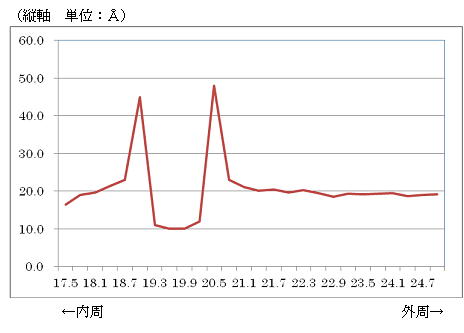
�}3�@���u���J���g�����i�����@���a�����@�P�ʂ����j
���ہA��X�̒����ɂ����āA�����̋@��Œ����ԉғ���A���u���J���g�̖����̒ቺ�Ɛ���オ�肪�����ŋN���s�ǂ��N�����\�����������Ƃ��m�F���Ă���B���̖��́APATA�ASATA�ASAS�̂Ƃ������C���^�[�t�F�[�X��2.5�C���`�A3.5�C���`�Ƃ������}�̂̃T�C�Y�Ȃǂɂ͊W���Ȃ��A���@���HDD�œ��l�̂��Ƃ��N���Ă���B
�Ȃ��A���[�J�[���̌��\�Ȃǂ͍T���邪�A������͂���N���s�ǂ��N�������@��Ŏg���Ă��镔�i�ɋ��ʂ̗ގ��_�����邱�Ƃ��������Ă���B
���{���|�[�g�́A��X�̒������ʂɂ����̂ł����O�҂̒������ʂ�ے肷����̂ł͂���܂���B
| HDD��(3).�U���Ռ���HDD�ɂ���ڂ��e�� |
|
�yHDD�ҁi�R�j�U���Ռ���HDD�ɂ���ڂ��e���z
HDD�́A�����\�������G�ŐU����Ռ��Ɏア�L�����u�ł���B���̂��Ƃ�HDD�������҂ɂƂ��Ă͏펯���B���[�U�[���ł����̈ӎ��͋����A�M�҂ɂ��U���Ռ���̑��k����������B�����ŁA����͂ǂ̂悤�ȐU����Ռ����̏���̂��A�̏᎖��Ƒ�ɂ��ďЉ��B
���U���Ռ��ɂ���Q����
HDD���ڐ��i�ň�ʂɌ��O�����U����Ռ��͎���2�ɕ��ނł���B���ȐU���ƁA�O��������̐U������яՌ��ł���B
���ȐU����HDD���ڐ��i�̉������������ƂȂ���➑̂�h�炵�A���ꂪHDD�Ƌ��U���āA�ň��̏ꍇ�A�w�b�h�N���b�V���Ɏ�����̂ł���B➑̂�U�������錴���ƂȂ�̂́A�������HDD���U�A���t�@��/�X�s�[�J�[���A�x�Ȃǂ�����B
�O��������̐U����Ռ��Ƃ��ẮA�ݒu���̊O���U���A�p�l�����쎞�̐U���A�A�����̐U����Ռ��A����ė����������Ƃ��̏Ռ��Ȃǂ�����B
���U���ɂ��HDD�̎�_
�U���ɂ�����HDD���̏Ⴗ��̂́A���ȐU���ɂ���A�O������̐U���ɂ���A���U��Ԃ��������邽�߂��B���U��Ԃ���������̂́A➑̂ɉ����U����HDD�̌ŗL�U��������v�����Ƃ��ł���B
���̌ŗL�U�����̐U����HDD�ɓ`���Ȃ��悤�ɂ��邱�Ƃ��U����ɂȂ�B�����A��������Ȃ��Ƃ�HDD�̌ŗL�U������2.5�C���`�^��3.5�C���`�^���Ƃ������傫���݂̂Ȃ炸�A�@��ɂ���Ĕ����ɈႤ�B���̂��߁A����HDD�̌ŗL�U���������炩���ߒm���Ă����K�v������B���������ŗL�U�����̓X�y�b�N�V�[�g�ɂ͍ڂ��Ă��Ȃ����߁A�ʂɑ��肷�邵���Ȃ��B
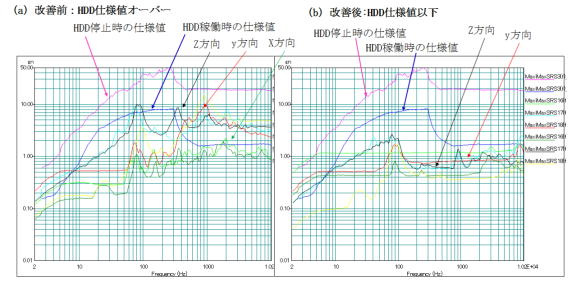
����̕��@�́A2����B1�͐��\�����@�ɂ�鑪��ł���B�U�����g���傳���Ȃ���A�ǂݏo��/�������ݐ��\�𑪒肷�鎎���ł���B�ŗL�U�����ƍ��v����ƁA�w�b�h�Ɣ}�̂��\��āA���܂��ǂݏ����ł��Ȃ��Ȃ邽�߁A�ǂݏo��/�������ݐ��\�ቺ�ƃG���[���N�����B����ɂ��ŗL�U����������ł���B����́A��ʂɐU�����g����0�`2000Hz�܂ŏ����ω������Ă������ƂŎ��{����B�}1�A�}2�A�}3�͈قȂ郂�f����HDD�̐U�������𑪒肵�����̂��B���ꂼ��A�Ⴄ�ꏊ�Ő��\�ቺ���N�����Ă��邱�Ƃ����Ď���B
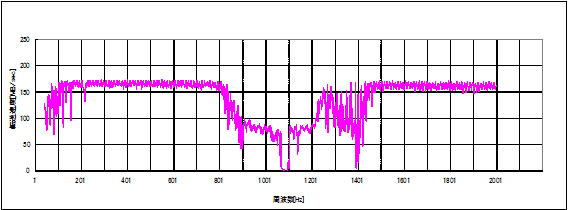
�}1�@3.5�C���` SATA HDD�@ A�А� 1T�o�C�g�i�̐U�����g���ɂ�鐫�\�ቺ
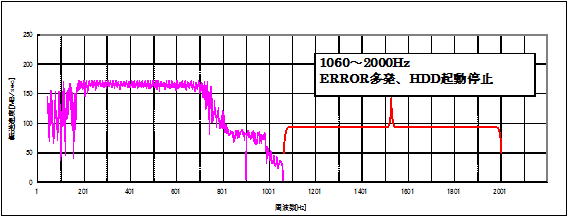
�}2�@3.5�C���`SATA HDD �@B�А��@1T�o�C�g�i�̐U�����g���ɂ�鐫�\�ቺ
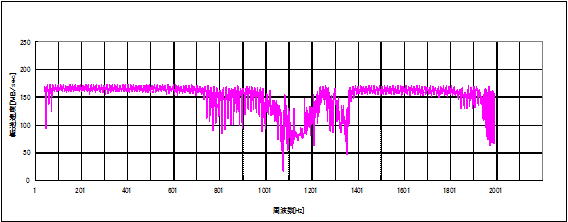
�}3�@3.5�C���` SATA HDD �@C�А� �@1T�o�C�g�i�̐U�����g���ɂ�鐫�\�ቺ
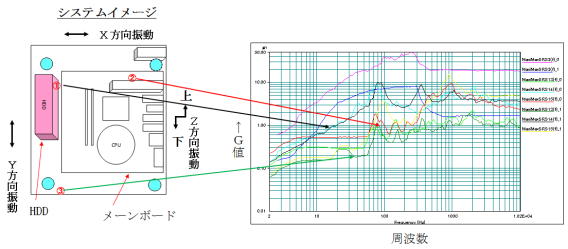
����1��SRS�ishock response spectrum�F�Ռ������X�y�N�g���j��͂ł���BSRS�U����͂Ƃ́A����ŗL�U���������������ꂼ��̕��i����\�����ꂽ���i���Ռ��������ɁA���ꂼ��̕��i�̉����x�iG�l���j�����̍ő�l�����߂��͕��@���i�}4�j�B���[�U�[����`�����U���̃v���t�@�C���ɍ��킹���g�`�����A���U�V�X�e���Ƀ}�E���g���ꂽ�@��̏Ռ��𑪒肷��BSRS�U����͂ɂ��A�U��������ъO�����̐U����HDD�ɂǂ̂悤�ȉ����x�iG�l�j��^���Ă��邩�ׂ���B
G�l
�������Ԃ����Ă���~�܂�܂ł̑��x�̕ω��i�������x�j���d�͉����x9.8�im/s
2
�j�Ŋ������l���A�Ռ��l�Ƃ����A������G��t���ĕ\���B
�}4�@SRS�iShock Response Spectrum�F�Ռ������X�y�N�g���j��̓C���[�W
���肵�����ꏊ��X�AY�AZ��3���̉����x�Z���T�[��u���B�}�ł͇@�A�A�A�B�̏ꏊ�ɒu�����Z���T�[�̔g�`���������B
���U����̎���
�ł͋��U�̌X�����Ƃ��āA�U������ǂ̂悤�ɂ���̂��B���̒�������щ�͂̉ߒ����A�A�[�P�[�h�Q�[���@�Ɏ{�����U������ɂ��Đ����������B
����̃Q�[���@�́A�Q�[���̃v���[���ɓǂݏo�����\���ቺ���A�r���ʼnf����ʂ������Ȃ��Ȃ�Q�[�������f����g���u���������i�������B������HDD�̐U�����\�ƃQ�[������HDD�ɉ����U�����A���\������SRS��͂Ȃǂ̎�@���g���Ĕ�r���������B
�����ł́A�܂��Q�[������HDD�̐U�����g���Ɠǂݏo��/�������ݐ��\�̊W���ώ@�����B�}5�ia�j�͐U�����g���A�}6�ia�j�͓ǂݏo��/�������݂̌��ʂ��B���̌��ʂ���80�`90Hz�A350Hz�A1000Hz�t�߂̎��g���ɋ��U�_�����邱�Ƃ�������B�����ŁA�U����HDD�ɓ`���Ȃ��悤�ɁAHDD�Œ�̖h�U�S����➑̖̂h�U�\���ύX�ɂ��A���U���g���̐U�����������Ȃ��悤�Ɏ蓖�����B
�}5�@���P�O�Ɖ��P���SRS�̉�͌���
�}6�@���P�O�Ɖ��P��̓ǂݏo�����x
���̏�ŁA�U�����̃Q�[������HDD�ɉ����U���������B�}5�ib�j�A�}6�ib�j�����̌��ʂł���B��������A80�`90Hz�A350Hz�A1000Hz�t�߂̎��g���ɋ��U�_�����P���ꂽ���Ƃ�������B���̑�ɂ��A���P�O�ɔ������Ă����Q�[�����̓ǂݏo�����\�̒ቺ���A���P��ɔ������Ȃ��Ȃ�A�r���ʼnf����ʂ������Ȃ��Ȃ�Q�[�������f����Ƃ����g���u�����Ȃ��Ȃ����B
���̂悤�ɁAHDD�ɉ����U���̎��g������͂��邱�Ƃɂ���āAHDD�̎d�l����G�l��������Ă��Ȃ������ׁA���߂���悤�ł���Ύ��O�Ɏ蓖���Ă������Ƃ��d�v���B
���Ռ��̕]��
HDD�ɂ͉����x�Z���T�[�����t�����Ă���A�ғ����ɗ����Ռ��������ƁA�w�b�h�������v�֑ޔ����A�w�b�h�Ɣ}�̂̏Փ˂𖢑R�ɖh���d�g�݂��������̂�����BSMART�̏��ɏՌ��l����������HDD�������Ă��Ă���B�����ŁAHDD�̏Ռ��ϐ��̗����������s���A�������Ă݂��B
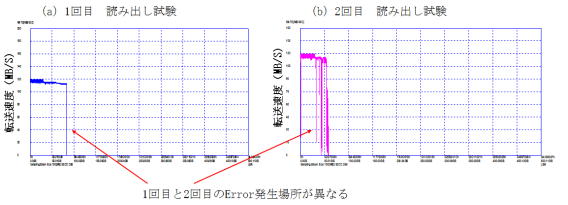
�ŏ���2.5�C���`HDD���g�p���A������70cm�̍������珰�i�^�C���J�[�y�b�g�F����4mm�j�֗����������B������A�ǂݏo�����\�𑪒肷��ƁA1��ڂ̓ǂݏo���Ő��\�ቺ�������ɕ\�ꂽ�B�Ƃ��낪�A2��ڂ̓ǂݏo���Ő��\�͌��ɖ߂����i�}7�j�BSMART���̏Ռ��l�E��ւ��Z�N�^�[�̐��l�ɕω��͂Ȃ������i�\1�j�B
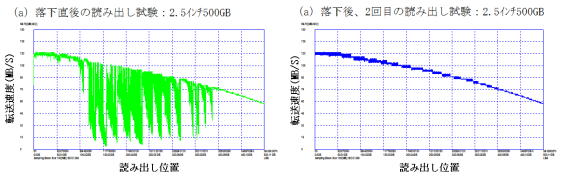
�}7�@�����ɂ��ǂݏo�����\�ւ̉e��
�\1�@SMART���i�����O�̓ǂݏo����Ɨ�����̓ǂݏo����j
���̕s�v�c�Ȍ��ۂ́AHDD�����ɂ��AHDD�����t�B���^�[�����ߍ���ł��������O���ɔ�яo���AHDD���ɂ�܂��ꂽ���߂̐��\�ቺ���Ɛ��������B2��ڂ̓ǂݏo���̂Ƃ��ɂ́A�_�X�g���ēx�����t�B���^�[�ɕߏW����Ă����̂��낤�B
�}�̖ʂ̑�����w�b�h�z���͂Ȃ������B�w�b�h�L�����b�W�̏d�S�́A�L�����b�W�x�A�����O�̉�]���S�߂��ɂ��邽�߁A�����v�ɑޔ����Ă���w�b�h�́A�����Ռ����Ă��w�b�h���}�̏�֔�яo�����Ƃ͂Ȃ����߂��B�ȏォ��A2.5�C���`�^�ł���A��~��Ԃɂ�����70cm�̏��ւ̗����ł�HDD�ŏ�Q���������Ȃ��ƍl������B
���ɁA3.5�C���`250G�o�C�g��HDD���~���ɗ���������������s�����B60cm�̍�������HDD��X������Z������2��A���i�^�C���J�[�y�b�g�F����4mm�j�֗����������B���̌�A�ǂݏo��/�������ݐ��\�ׂ��Ƃ���A1��ڂ��琫�\�̗͂Ȃ������i�}8�j�B
�}8�@3.5�C���`HDD���������̌���
3.5�C���`��HDD���A��~���ɂ̓w�b�h�������v�֑ޔ����Ă���̂ŁA�ǂݏo��/�������ݐ��\�̒ቺ�͂Ȃ��A�p�t�H�[�}���X�ɉe����^���Ȃ����Ƃ��ώ@���ꂽ�B
���ғ����̏Ռ��ɂ͒���
����A�ғ�����HDD�͗����ɂ��̏���N�����₷���B���ہA���3.5�C���`HDD���ғ�����60cm�̍������痎��������ƋN���s�ǂƂȂ����B
�ł�HDD�����ʼn����N���Ă��邩�B�M�҂ɒ����˗��̂���������Ő������悤�B���̒����ň�����HDD�͓���80G�o�C�g�̈ʒu�ɓǂݏo���G���[���������Ă����B����ɁA2��ڂ̓ǂݏo�����s����30G�`60G�o�C�g�t�߂ɂ��G���[�����������i�}9�j�B����͏�Q���̗����̏Ռ��Ńw�b�h���}�̂ɏՓ˂��Ĕ}�̖ʂɃL�Y��t���A2��ڂ̓ǂݏo���ŃL�Y�̔j�Ђɂ��G���[�̈悪�g�債�����߂��Ɛ������ꂽ�B
�}9�@��Q��������̐��\
���ہAHDD���J�����}�̖ʂׂ��Ƃ���A�����̒ʂ�w�b�h�ɂ��ō��L�Y���������Ă����B�}�̖ʂ̏����܁i���u���J���g�j�����������Ƃ���A�w�b�h������������ꂽ�B�ō��L�Y��̃��u���J���g�̖����ׂ��Ƃ���A�w�b�h�X���C�_�[���Ń��u���J���g��������Ă��邱�Ƃ��������i�}10�j�B�܂�A�ғ����ɂ����ẮA��Q����HDD�֗����������Ƀw�b�h�������v�ɑҔ��ł����A�}�̖ʂ�������\���������킯���B
�}10�@�w�b�h�Ռ��ɂ�郋�u���J���g�������z
HDD�̉ғ����̏Ռ��ł́A�ȏ�ɉ����A�Ռ��l���������Ă�HDD���̏Ⴕ�A�t�ɏՌ��l���傫���Ă�HDD���̏Ⴕ�Ȃ��ꍇ������_�ɂ����ӂ��K�v���B�ғ����ɂ�����HDD�̎d�l��̏Ռ��ϐ��́A3.5�C���`HDD�̏ꍇ�A2ms�Ŗ�30�`100G�A2.5�C���`HDD��1ms�Ŗ�225G�A2ms�Ŗ�400G�Ƃ����l����ʓI���B��������d�l���250Hz�ߕӂ̎��g���ōő�G�l�������Ă���B
�������AHDD���\������w�b�h��}�̂̌ŗL�U������800Hz��荂�������g���ɂ���B�Ռ��̑傫���͏������Ă��A���g��800Hz�ȏ�̏Ռ��������ƁA�w�b�h��}�̂����U���A�w�b�h�X���C�_�[�Ŕ}�̖ʂ������Ă��܂��댯��������B�܂�A�d�l�ȉ��̎アG�l�̏Ռ��ł����Ă��������g���̐U��������}����K�v������B��������➑̂Ɏ��t����ꂽHDD�́A����g�̏Ռ��ł����Ă��A➑̓��̋������m���Փ˂������ʁA����g�̏Ռ��������g�ɕω����邱�Ƃ��m���Ă���B
���̂��߁A���̃t���[���̐v�A���t�@���̎��t�����@�AHDD���t���ꏊ����t�����@�̌����A���U�ޗ��ł���ɏՍނ̃S�����A���U�V�[�g�A�ɏՍރ��b�V���[�Ȃǂ̑I��ɂ��A�����g�̐U���������o�Ȃ��悤�ɍH�v����K�v������B��X�́A�m�[�g�p�\�R���A�T�[�o�[�AATM�A�R�s�[�Ȃǂ̕����@�A�Q�[���@�AHDD���R�[�_�ȂǁAHDD���ڋ@��ʼn��P���т�����B
| HDD��(4).���̎��̕s�ǂ⍂����������G |
|
�yHDD�ҁi4�j�@���̎��̕s�ǂ⍂����������G�z
����܂�HDD�̏�Q�̌����Ƃ��āA�K�X��w�b�h�̉��H���x�A�U�����Љ�Ă����B����́AHDD�Ɍ̏�������N�����A�����ȊO�̌����ɂ��ďЉ�悤�B
�����̓������̕s�ǂ�������
�ŏ��ɏЉ�鎖��́A���̓�������iFDB�Ffluid
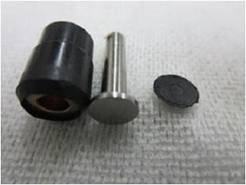
dynamic bearing�j�Ŕ��������肾�BFDB-SPM�́A���Ǝ��̊Ԃɗ��́i�I�C���j�����Ă���X�s���h�����[�^�[�iSPM�j�ŁAFDB�̓��[�^�[����]����ƁA�I�C���ɗ��ꂪ��������i�}1�A�ʐ^1�A�ʐ^2�j�B�����ʂɂ͐[��0.01��m���x��V���^�̍a�������Ă���A���̂͂��̍a�ɉ����ė��ꍞ�ށBV���̕����Ɉ��͂��������A���̈��͂Ŏ����x����d�g�݂ł���B
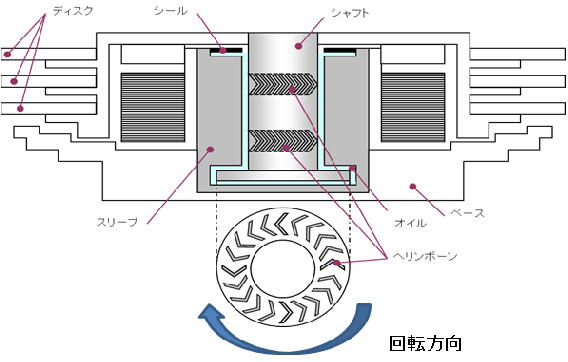
�}1�@FDB-SPM�f�ʊT���}

�ʐ^1�@SPM��
�ʐ^2�@SPM�������X���[�u�i�����j
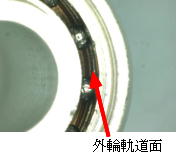
HDD�̃X�s���h�����[�^�[��FDB���̗p����n�߂������̂���́A�ғ��㐔�N�Ō̏Ⴗ�鎖�Ⴊ��������ꂽ�B����͎��̂悤�Ȍ����������BFDB�̃I�C�����C���͋C�ŃX�s���h�����[�^�[���ɏ[�U����ƁA��C�̔����C�A�␅���Ȃǂ���������B�����ԉғ�����ƁA���̍a�ɉ����ăI�C������������镔���Ɩ��C�M�̖c���ɂ���Č�������镔��������A�L���r�e�[�V�����i�C�A�j�����������[�^�[�����肷��B
���̌��ʁA�f�B�X�N�����܂����Ȃ��Ƃ�����]�ُ킪���������B��U��~���A�ĉғ�������Ƃ��炭�͉ғ����邪�A��]�ُ킪�Č����Ă��܂��A�ŏI�I�ɂ͑S����]���Ȃ��Ȃ��Ă��܂��B���̑��AFDB�I�C���̏[�U�ʕs���ɂ��8000�`10000���ԂŃ��[�^�[�̎��Ǝ����ڐG���A���Ղɂ���ă��[�^�[���̏Ⴗ��Ƃ������ۂ�����ꂽ�B
�ŋ߂�FDB�͐������ɃI�C����^������ŃX�s���h�����[�^�[���֏[�U���Ă��邽�߁A��L�̗l�ȁA���[�^�[�����肷�錻�ۂ͂Ȃ��Ȃ����B�������A�������̃n�E�W���O�i�ʐ^4�j�̑��ɁA�������̃n�E�W���O�i�ʐ^3�A4�A5�j�𓋍ڂ���@�킪�����ė����B�������n�E�W���O�ł͌��Ԃ���I�C���R�ꂪ��������ꍇ������B�I�C����FDB����R��o���ƁA�}�̖ʏ�Ɋg�U���AHDD���\�ቺ��G���[�������N�����i�ʐ^6�A�}2�j�B

|
|
| �ʐ^3 ������SPM�̊O�� |
�ʐ^4 ������SPM�̃X���[�u |
|
|
| �ʐ^5 ������SPM�̃X���[�u�f�� |
�ʐ^6 �}�̖ʂ̉t��t���� |
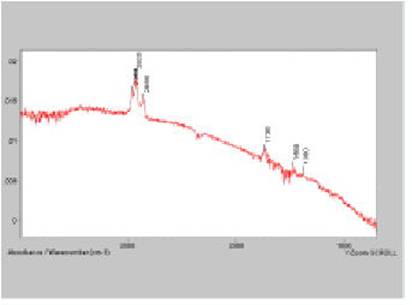
�}2�@�t�[���G�ϊ��^�ԊO���� �iFTIR�j�ɂ��g������
�ʐ^6�̉t��t�������̎悵�A��͂����BSPM�̃I�C�����R�ꂾ���Ă��邱�Ƃ����������B
�����������ɑ������Ȃ����߂ɂ́A�i�������ɂ��I�C���R�꒲���A�����ɂ��FDB�\����͂��K�v�ł���B�܂��AHDD�̃g�b�v�J�o�[������Ɍ�����悤�ɐݒu���������ǂ��B�g�b�v�J�o�[�������Ɍ�����ƁA�X�s���h���V���t�g�������Ɍ����̂ŁA��������I�C��������Ă���\�������邽�߂��B
�����������ŏ����܁i���u���J���g�j����
�펞���������ɂ��炳��Ă���HDD�́A�퉷�����Ŏg�p�����HDD�����Z�����B���f�B�A�\�ʂɔ����h���Ă��鏁���܁i���u���J���g�j�̔S�x���M�ɂ���ď������Ȃ�A�����������Ȃ�w�b�h/�}�̂̐����������������邽�߂��B
���̂��Ƃ��������Ă݂��B��r�����̂́A�V�i��HDD�̏����ܖ����ƍ��������i�d�l������x��60�x�j�Œ����i3�J���j�ғ��������s����HDD�ł���B�����܂̖����̒����i�}3�j���s�����Ƃ���A�V�i��15������̂ɑ��āA�����������i�͂قڑS���5���ȉ��ƁA���Ȃ茸���Ă����B��ʂ�HDD�̉ғ������́A�V�i�̖����̔����Ƃ����B5����3����1�ł���̂�HDD�̉ғ������������x���ł���B
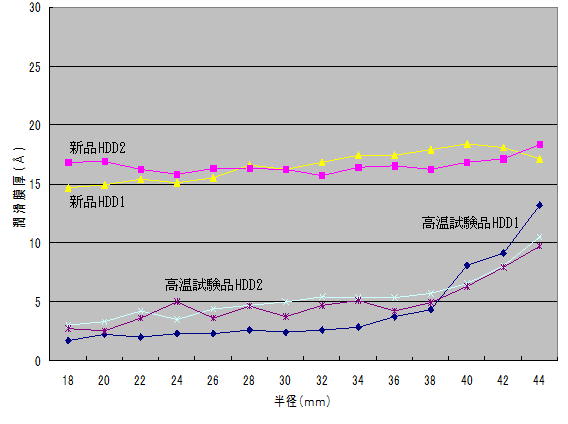
�}3�@���������ɂ�鏁���܁i���u���J���g�j�����̒ቺ
���w�b�h�̃A�N�Z�X�W��������
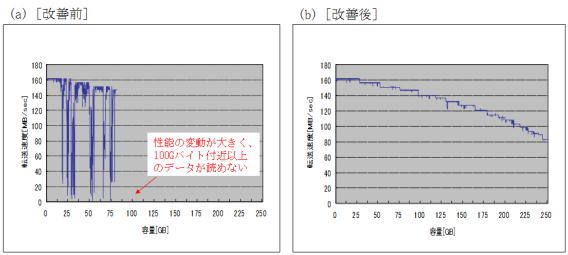
���ɏЉ��̂́A�}�̖ʏ�̓���̏ꏊ�Ƀw�b�h�A�N�Z�X���W������ƃG���[�������N�����A�Z���ɏI���Ƃ������ۂ��B
HDD�̎g�p�̈���N���b�s���O���ėe�ʂ�菭�Ȃ����Ďg���ꍇ�A�܂�����̏ꏊ�ɑ��ĕp�ɂɃf�[�^��ǂݏ�������ꍇ�ȂǂɁA���̏ꏊ�̏����܂̌��肪�ُ�ɑ����Ȃ邱�Ƃň����N�������i�}4�A�ʐ^7�A�ʐ^8�j�B�N���b�s���O�Ƃ́AHDD�̐ݒ��ύX���A��e�ʂ�HDD���w��e�ʂɕϊ����āA�g�p�ł���e�ʂ𐧌�������̂ł���B�Ⴆ�A500G�o�C�g�̐��i��160G�o�C�g�i�Ƃ��ė��p����킯���B���̖��̑�͔}�̑S�ʂ̃f�[�^�G���A���܂�ׂ�Ȃ��g�p���邱�Ƃł���B
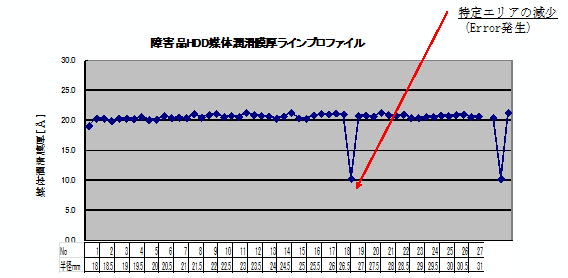
�}4�@�����܁i���u���J���g�j����
�������̃G���A�ł̖������傫���������Ă��邱�Ƃ�������B

|

|
| �ʐ^7 �}�̖��Ս�(���u���J���g����) |
�ʐ^8 �}�̖��Ս�(���{���ʐ^) |
���אڃg���b�N�̃f�[�^��������
�f�[�^�̏������������x���J��Ԃ��Ă��邤���A���������Ă��Ȃ��߂��̃f�[�^�������Ă��܂��Ƃ�����肪�̂��猻�݂Ɏ���܂Ŕ������Ă���B
���C�w�b�h�̏������݂̎��͂��A�{���̏������݃g���b�N�͈͂����Ƃ���܂ŏ��������Ă��܂���肾�B
�����́AHDD�̃w�b�h�X���C�_�[�ʂ̖��ՁA�����E�����̊��A�U��/�Ռ��Ȃǂɂ��w�b�h����ʂ̒ቺ�ł���B����ʂ��������Ȃ邱�ƂŁA�f�B�X�N�ɉe�����y�ڂ����͂����ΓI�ɑ傫���Ȃ�A�אڂ������C�f�[�^�ɂ��e�����y�ڂ��Ă��܂��B
�����˗������ꂽHDD�ɁA3�J���Ԃ̎g�p�ŏ�������ł����Ȃ��Z�N�^�[�ɏ������݃G���[�������������̂��������B
�����E�������ł́A�w�b�h�̕���ʂ̒ቺ�ɉ����āA���C�f�[�^�̗ɂ��G���[������������̂�����B�}5�ɏo�͂��キ�Ȃ��������f�[�^�̈��������B
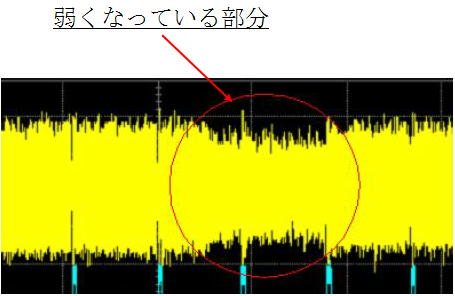
�}5�@�ǂݏo���̏o��
��́A�������b�g�̐��i�����O�Ƀe�X�g���邱�ƁB����̃Z�N�^�[�ɐ��������݂��s���A����Z�N�^�[�ɗאڂ��鎥�C�f�[�^���������ǂ����ׂ���@������B
���������\�i���܂�����
�{�A�ڂ̑�2��uHDD�ҁi2�j���i�̉��H���x���g���u���ɁA���Ȃ�G�ɂ����ӂ��K�v
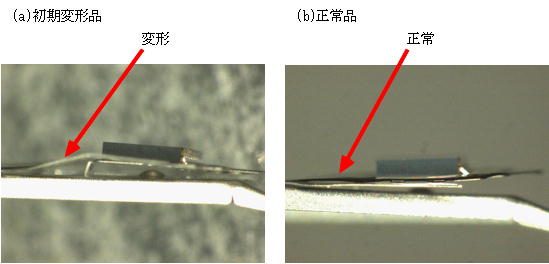
�v�ŁA�w�b�h�̕��i�ɉ��H�s�ǂ�����A���ꂪ��Q�������炷������Љ�����A�ŋ߂܂��T�[�o�[�@�ɓ��ڂ�����ʓI��HDD�̋@��̒��œ��l�̖�肪����ꂽ�̂ŁA�Ō�ɐG��Ă����B����́A�ғ��J�n��3�`6�J���o�߂�����A���̊�����HDD�̐��\���ቺ���A�₪�ăG���[���������Ďg���Ȃ��Ȃ�Ƃ�������ł���B
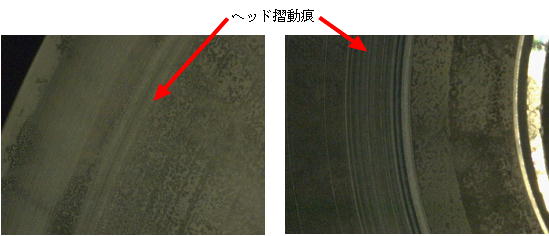
��X�Ɏ������܂ꂽHDD������ƁA�w�b�h�̃W���o���X�v�����O���ό`�i�ʐ^9a�A�ʐ^10a�j���ғ����̕���ʂɉe����^����w�b�h���������Ă���B����i�i�ʐ^9b�A�ʐ^10b�j�Ɣ�ׂ�Ɩ��炩�ɈႢ������B����͐�����Ǝ��̕ό`�Ɛ��肳���B�ғ������̂���͐���ɓ����Ă������̂��A���Ԃ̌o�߂Ƌ��Ƀw�b�h�̕ό`���g�債�A�X���C�_�[�ʂ��}�̖ʂ��C��₷���Ȃ��Ă������B���ʂƂ��āA�}�̏����܁i���u���J���g�j�ɐ������i�ʐ^11�j���������A�₪�ăG���[�����ɂ��ғ���~�Ɏ�����̂ƍl������B
�ʐ^10�@�w�b�h�̕ό`����2
�P���̃f�B�X�N�ɑ���1�̃w�b�h���t���Ă��鐻�i�ŁA�f�B�X�N�����o�����Ƃ���B
�ʐ^11 �f�B�X�N�̐�����
���̋@��̗��p�J�n6�J���܂łƁA6�J���ȍ~�ŕ��ς̃G���[�����r����ƁA6�J���ȍ~�̕����Ⴍ�Ȃ�B����́A�����̐��\�i���G���[�ɂ���ď�������A����i�݂̂��c�������߂��ƍl������B
��́A�ŏ����琫�\�ቺ���������Ă���HDD�����O�ɔr�����Ă������Ƃł���i�}6�j�B
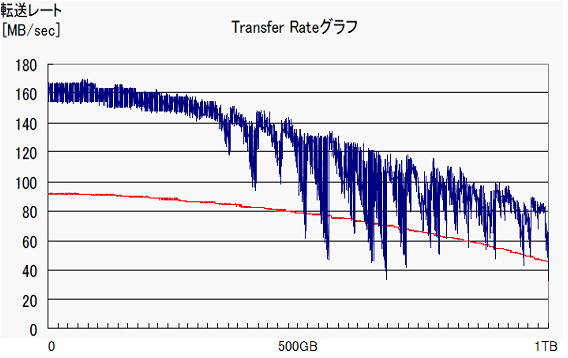
�}6�@�������\�ቺ�i
�]�����[�g���傫���ϓ����Ă���A������Ԃ���s����ł��邱�Ƃ�������B
| HDD��(5).�����Ȃ�̓d���f�ł�HDD�͉��Ȃ� |
|
�yHDD�ҁi5�j�@�����Ȃ�̓d���f�ł�HDD�͉��Ȃ��z
�@HDD�҂̍ŏI��ƂȂ鍡��́A�ԊO�҂Ƃ��āA�uHDD�͉ғ����ɂ����Ȃ�d�����Ւf����Ɖ���v�Ƃ������M�ɂ��ďq�ׂ����B���́A���݂�HDD�ł͂����Ȃ�̓d���f���邱�Ƃ��̏�ɂȂ���Ȃ��B
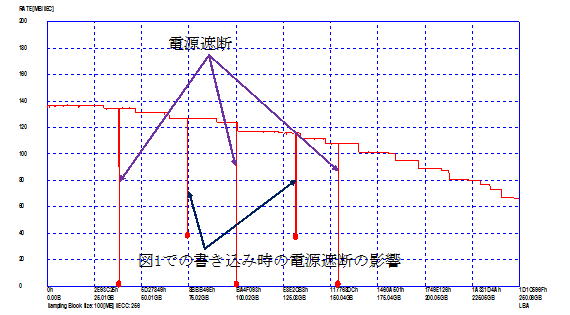
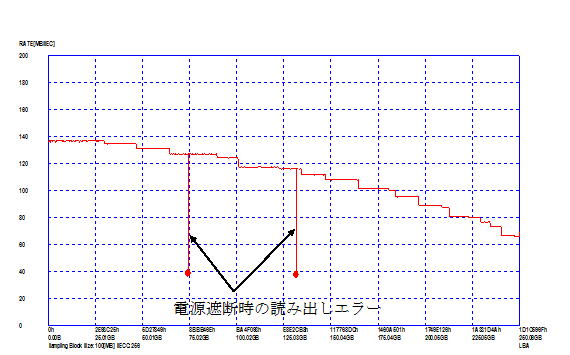
���̂��Ƃ����ۂɊm�F���Ă݂��BSATA 3.5�C���`HDD�f�[�^�������ݒ���HDD�����d���������Ȃ�Ւf���A1����ɍċN�����铮���2��J��Ԃ����i�}1�j�B����HDD�f�[�^�ǂݏo������HDD�����d���������Ȃ�Ւf���A1����ɍċN������Ƃ����������͂�A2����J��Ԃ��Ă݂��i�}2�j�B
�}1�@�������ݒ��ɂ��ꂼ��HDD�d����2��Ւf�����Ƃ��̏������ݑ��x
�}2�@�ǂݏo�����ɂ��ꂼ��HDD�d����3��Ւf�����Ƃ��̓ǂݏo�����x
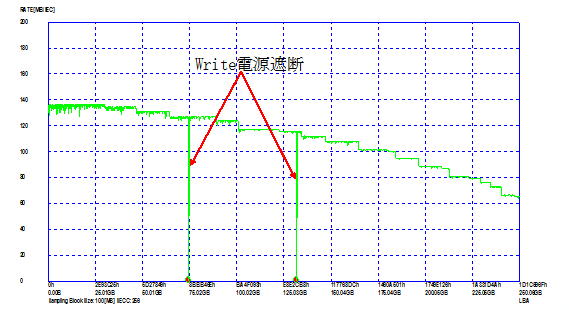
���̌�A�d�͂𓊓������HDD�͐���ɍċN�������BHDD�̑S�̈�ɓn���ēǂݏo���Ă݂��B�}3�̂悤�ɏ������ݒ��ɓd���Ւf�����ӏ��͏������݃G���[�Ƃ��Ďc���Ă���B�������A���x�͓d���f�Ȃ��ɏ������݂��s�����Ƃ���A�f�[�^���������������܂ꂽ�i�}4�j�B�ǂݏo���ł͓]�����[�g�̐��\�ቺ�E�G���[���������邱�Ƃ͂Ȃ������i�}5�j�B
�}3�@�@�}1�A�}2�̎������I������ɁA�ǂݏo���Ă݂��Ƃ���
�������ݎ��ɓd���f�������Ƃ���ŃG���[���o���B
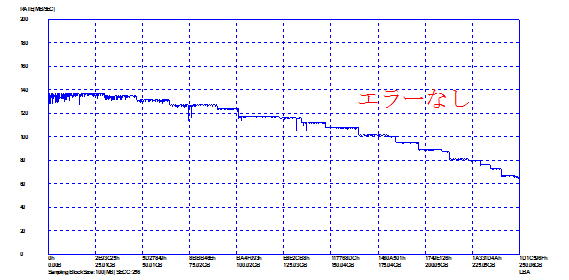
�}4�@�}3�̃f�[�^���㏑��
�㏑�����̏������݂ŃG���[�͏o�Ȃ������B
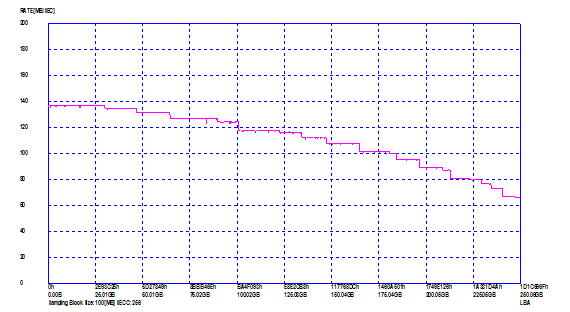
�}5�@�}4�̃f�[�^�̓ǂݏo��
�ǂݏo���ŃG���[�͏o�Ȃ������B
�܂��A��HDD�Ńw�b�h�V�[�N����HDD�����d�����Ւf�����Ƃ���A����ɉғ����~�����B���̌�A�d���������ĊJ�����Ƃ���AHDD�͐���ɗ����オ��ǂݍ���/�������݂̓]�����[�g�̒ቺ��G���[�̔����͂Ȃ������BSMART�l�̕ω����Ȃ������B
����͓d���Ւf���Ƀ��f�B�A�̉�]�ɂ��X�s���h�����[�^�[�̋t�N�d�͂������A���̓d�͂��g���Đ���ɒ�~�������Ƃ��Ӗ����Ă���B
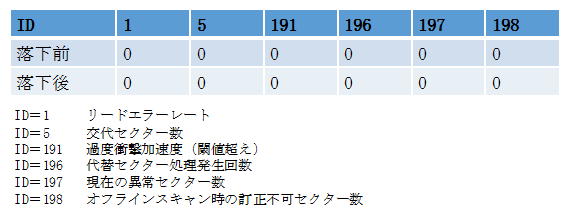
SMART
�}�U)�ɂ�����
ID��5�i���Z�N�^�[���j�AID��196�i���Z�N�^�[���������j�AID��197�i���ُ݂̈�Z�N�^�[���j�A�͂��ꂼ��
0�ł���SMART�l�̕ω��͂Ȃ������B�������ݒ�/�ǂݍ��ݒ��ɓd�����Ւf����Ă��A�ēx�������������݂��邱�Ƃɂ��HDD�͐���ɖ߂�BHDD�̌̏�͔������Ȃ��B

�}6�@SMART���
|